
Pro3 系列 – 基礎概念
3D列印切片流程及常用觀念說明
準備好沒有問題的STL檔案之後,下一步就是將其轉換為指揮3D列印機運作的GCode檔案。
GCode是最廣泛被使用的機器控制語言,利用GCode我們可以告訴3D列印機噴頭要移動到哪裡,溫度在什麼時候要上升下降到幾度,擠出多少等。打開GCode檔會發現它是一行一行由上往下排列的工作順序,每行告訴列印機做特定的工作,從上到下一行一行執行直到結束。
GCode檔在3D列印中也被稱為切片檔,使用“切片軟體”進行轉換。Raise3D列印機有自己的3D切片/切層軟體 ideaMaker,若您不是Raise3D用戶的話,市面上也有許多免費的切片軟體,例如Kisslicer、CURA、Simplify3D等。每一台3D列印機的尺寸、性能規格�等都不大相同,使用非專用的免費軟體時,在列印機設定上要特別注意,否則可能會導致撞機。

3D切片軟體的預設參數一般都可以成功列印出模型,但若要將模型印得更完美、更漂亮,往往需要進行微調。
以下我們簡單介紹3D切片軟�體幾個主要參數
(1) 噴頭與平台溫度
FDM技術的3D列印機的工作原理,主要是利用塑膠遇熱軟化的特性,將塑膠製成的3D列印線材在噴頭處加熱後,擠出堆疊在平台上形成立體形狀。因此噴頭與平台溫度這兩個部份的溫度是相當重要的參數,溫度太高或太低都可能會出現列印狀況不佳或是無法成功貼附在列印平台上的現象。每一種類的線��材、甚至每一家品牌的線材都會有推薦的列印跟平台的溫度,所謂的溫度太高或太低即是依據列印使用的線材而言。若溫度設定在推薦的溫度區間內基本上是不會出現太大的問題。

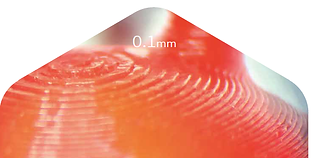
(2) 列印層厚
3D列印是一層一層堆疊而成的成型方式,這每一層的厚度即所謂的列印層厚。最常使用的層厚是0.2mm,層厚越細能呈現的細節越多,堆疊痕跡會更細緻,曲面越光滑,但是相對的堆疊的層數越多,整體列印時間就會越長。例如10mm的模型,若使用0.2mm層厚列印則需列印共50層;若使用0.1mm層厚則須100層,列印時間至少會是兩倍以上。
.png)
.png)
(3) 列印速度
列印速度即是指列印的過程中列印的速度。FDM式列印有許多細節會因為速度而有差異,包括噴頭移動速度、填充速度、回抽速度等。
ideaMaker上有內建各種線材相對應的列印參數,也有根據一般使用者需要的列印品質設定”快速”、”標準”、”高品質”三種預設的參數,使用者只需設定希望的列印品質,不需要調整太多細節也能成功列印。
(4) 填充率
填充率指的是模型內部的密度。FDM式3D列印由於是噴頭擠出由下往上堆疊,其最大的特色就是內部的密度可以因需求調整。模型內部因為看不到,我們可以把密度(即填充率)降低,節省線材消耗也相對省時。需要注意的是,若填充率越低強度會跟著降低,對強度不重視的外觀件可以在不影響外觀的前提下大幅降低填充率,若是列印要用於進行功能驗證的功能件則可調高填充率提高強度。
.png)
10%填充率
.png)
25%填充率
.png)
50%填充率
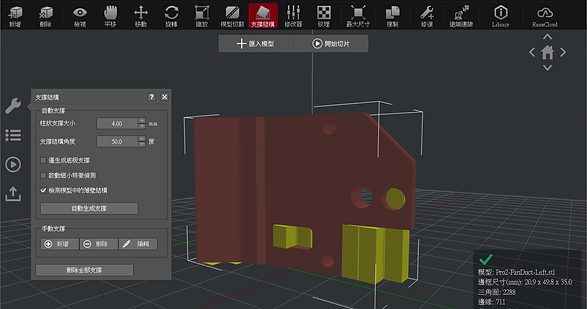
(5) 支撐
在FDM技術3D列印由下往上堆的過程中,若模型有部分角度太大懸空,則擠出的材料會掉到平台上,支撐即是用來撐住防止線材在這些懸空部分垂墜。例如,若列印模型是一個T型的零件,左右兩邊突出的部分會需要有支撐來撐住;若模型是一個H型的零件,則必須在中間的橫桿下設定支撐。ideaMaker的支撐設定裡面有自動生成支撐,使用者只需設定支撐角度軟體即會自動生成支撐。
.png)
懸空面支撐
模型形狀千奇萬變,例如方形圓形三角形、厚薄、長短、斜度等,預設的參數可以應付大多數的模型但是要印到完美需要進行參數微調。多印多嘗試不同的參數可能造成的變化,累積經驗您也可以成為3D列印大師!
-END-