
3D列印強度不夠?一次搞懂影響FDM列印強度的核心參數設定
- 5月15日
- 讀畢需時 4 分鐘
許多人剛接觸3D列印時,最常遇到的問題之一就是:
列印件容易斷
卡榫一折就斷
螺絲鎖幾次就崩裂
不少人第一直覺會認為:「是不是材料不夠好?」
但實際上,對於大部分FDM(熱熔擠出)3D列印來說,真正影響強度的往往不是材料本身,而是「列印方向」與「切片參數設定」。即使是常見的PLA材料,只要參數與擺放方向正確,依然能做出具有不錯強度與耐用性的功能件。
本篇文章將完整解析影響3D列印強度的核心因素,包括:
擺放方向
外壁厚度
頂底層設定
填充率
填充樣式
層高設定
幫助您快速理解FDM列印強度背後的原理。
一、3D列印強度最重要的關鍵:擺放方向
很多人會把注意力放在填充率幾%、外壁幾層、材料品牌等,但其實:
擺放方向才是真正影響強度的第一關鍵。
這是因為FDM 3D列印本質是將熔融塑膠一層一層堆疊上去。
因此:
XY平面(水平方向)強度通常較高
Z軸方向(層與層之間)強度較弱

可以把它想像成:
將很多木板層層堆疊後再用膠水黏合。
無論膠水再強,「垂直拉開」依然比「水平折斷」更容易。
因此若受力方向剛好沿著層間結合的方向,模型就容易沿著層與層之間裂開,特別是像卡扣、長條型零件,等這種薄又長的結構擺放方向影響非常明顯。

如何判斷正確擺放方向?
在列印前,建議先思考:
工件主要承受什麼力?
壓力從哪裡來?
是否會彎曲?
是否有拉伸?
是否有剪切力?
例如:
抗彎曲件
建議讓受力方向沿著列印路徑分散。
卡扣件
避免讓卡扣開合方向直接垂直層紋。
螺絲柱
避免Z軸方向直接受拉。
這一步往往比增加填充率更有效。

二、提升強度的關鍵參數
外壁厚度
許多人誤以為:填充率越高就越強。
但實際上:
FDM列印件真正的主結構通常是「外壁」。
因為大部分受力,包括拉力、彎曲、撞擊都集中在表面。這與工字樑原理非常類似:真正承受應力的是外圍,而不是中間。
外壁厚度如何計算?
例如:
噴嘴直徑:0.4mm
外壁數量:2圈
0.4×2=0.8 mm0.4 \times 2 = 0.8\text{ mm}0.4×2=0.8 mm,代表:外壁厚度約為0.8mm。

外壁增加的好處
增加外壁厚度可以有效提升:
抗彎強度
抗拉強度
耐撞擊能力
氣密性
防水性
同時也能降低,外殼破裂及填充內部紋路浮現。
建議外壁設定
用途 | 建議外壁 |
一般模型 | 2圈 |
功能件 | 3~4圈 |
工業治具 | 4~6圈 |
實務上增加外壁,通常比瘋狂提高填充率更有效,但超過6圈以上效果就會開始不明顯。
三、頂底層厚度的重要性
除了外壁之外頂底層也是影響結構的重要參數。
可以把模型想像成空心盒子:
上面封口 = 頂層
下面地板 = 底層
四周 = 外壁
頂層太薄會發生什麼?
若頂層不足:
容易看到填充紋路
表面塌陷
出現波浪紋
氣密性變差
尤其在高速列印時更明顯。

底層太薄的問題
底層不足時:
底部容易破裂
容易翹曲變形
ABS、PC、尼龍等高溫材料會更明顯。

頂底層厚度計算方式
例如:
層高 0.2mm
頂層 5層
0.2×5=1.0 mm0.2 \times 5 = 1.0\text{ mm}0.2×5=1.0 mm,代表頂層厚度為1mm。
建議頂底層設定
用途 | 建議厚度 |
展示模型 | 3~4層 |
功能件 | 4~6層 |
超過5層以上效果就會開始不明顯。
四、填充率(Infill)怎麼設定才合理?
填充率是影響:
剛性
重量
列印時間
的重要參數。
但很多人會陷入一個誤區,以為「100%填充一定最強」,實際上並不一定。


填充率提高的效果
增加填充率確實可以:
提高抗壓能力
降低變形
支撐頂層
增加剛性
但超過50%後強度提升明顯開始趨緩。
反而列印時間暴增,材料成本增加,內部應力變大外觀變醜等。
建議填充率
用途 | 建議填充率 |
展示模型 | 10~15% |
一般功能件 | 20~30% |
高強度件 | 30~50% |
如果50%以上仍然不夠強:
通常代表問題可能是:
擺放方向錯誤
外壁不足
材料選錯
而不是填充率太低。
五、填充樣式怎麼選?
不同填充樣式會影響強度方向、列印速度、剛性表現等。以下介紹三種目前比較主流的填充樣式。
三角形填充(Triangle)
三角形是非常穩定的結構。
優點:
強度高
不易變形
速度快
適合:
大部分功能件

直線填充(Grid / Line)
特點:
列印速度快
可做高密度填充
適合:
高效率量產
一般模型

蜂巢填充(Honeycomb)
優點:
強度重量比高
受力均勻
缺點:
列印時間長
噴頭轉向頻繁
適合:
高強度需求件

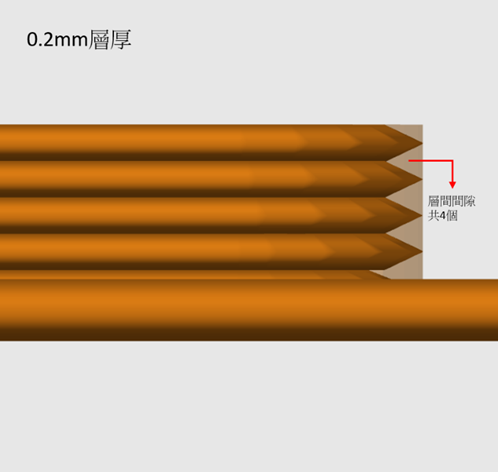
六、層高(Layer Height)與強度的關係
有些人以為層高越細越高級。這在表面細膩度來說是沒錯,
但在強度方面來說層高越薄不一定越強
較厚層高層數較少層間結合少塑膠疊合的接觸面積較大,因此層間附著力理論上可能更好。
例如:
0.12mm層高
0.2mm層高
相比之下:
0.2mm通常會有更好的結構強度。


層高的取捨
層高 | 特點 |
0.12mm | 表面細緻 |
0.2mm | 平衡外觀與強度 |
0.28mm以上 | 強度高、速度快 |
七、真正影響3D列印強度的核心思維
如上所述,真正成熟的3D列印工程思維是:
問題 | 解法 |
容易斷裂 | 嘗試調整擺放方向 |
強度不足 | 嘗試增加外壁 |
頂部塌陷 | 嘗試增加頂層與填充 |
不防水 | 嘗試增加外壁與底層 |
列印太慢 | 嘗試優化填充率或填充種類 |
一昧的提高壁厚、填充率等反而可能會產生反效果,建議多方嘗試調整。
結論:3D列印強度不是只靠材料,而是整體結構
FDM 3D列印的強度,本質上是:
「材料、方向、結構」共同作用的結果。
真正有效的方式不是盲目提高填充率,而是:
正確擺放方向
合理增加外壁
適當頂底層厚度
正確填充樣式
合適層高
這些綜合搭配後,即使是PLA,也能做出相當耐用的功能件!


